Dans
cette section, les procédés de
gravure des disques sont
passés en revue. Avant
l´avènement de la
dématérialisation des
supports audio, il fallait
fabriquer ceux-ci en
s´assurant
d´optimiser la qualité sonore.
Grâce aux propos et
aux archives d´Émile
Lépine,
graveur et technicien responsable du
matriçage (mastering) chez London,
chez SNB et chez RSB à
Montréal,
et de Michel Descombes, graveur,
ingénieur
du son et mixeur chez RCA et à
l´Office national du film,
on peut reconstituer les
diverses étapes de fabrication
d´un disque. Quelques
photographies d´archives accompagnent les
commentaires sonores.
Merci à tous
les participants qui
ont ouvert leurs
portes et donné accès
à
leurs archives!
Introduction
aux
procédés de gravure des disques
Menu
(en
haut)
Michel
Descombes
décrit la
technologie du
matriçage
(mastering ) comme
un
«gramophone à
l'envers».
C'est-à-dire
qu'on envoie le
son
dans le
disque par un
burin qui
vibre dans le
sillon en
fonction de
l'amplitude.
Travail très
précis, il
faut être très
vigilant lors
de
variations
brusques de
fréquences. Il
faut un
produit
parfait, car
la
matrice sert à
la
multiplication
à grande
échelle.
Fabrication
d´un
disque vinyle
(45´´) –
Émile Lépine,
enregistré en
2006
Évolution
des
compétences et
des
équipements
à Montréal à
partir des
années 1960
(1´51´´) –
Émile Lépine,
enregistré en
2006
Souci
de
réussir une
sonorité rock
et tests pour
simuler le
type
de compression
utilisé par la
station rock
CHOM
(1´25´´) -
Gilles
Valiquette,
enregistré en
2006
Soin
apporté
au concept
sonore des
albums des
années 1970
(39´´) -
Gilles
Valiquette,
enregistré en
2006
Diverses
étapes
de gravure
d´un disque
Menu
(en haut)
La
succession des
images, provenant
des archives
personnelles
d'Émile Lépine
et de celles de
Bibliothèque et
Archives
nationales
du Québec, reproduit la suite
logique des étapes
de fabrication
d´un disque.
Relation
entre
la qualité de la gravure et
l´ajustement du
magnétophone lors de
l´enregistrement
(1´02´´) – Émile Lépine,
enregistré
en 2006
Évolution
des
technologies
de gravure et
amélioration
des burins et
des
amplificateurs
(57´´) –
Émile Lépine,
enregistré en
2006
Procédé
de
lecture
anticipée de
la bande afin
d´optimiser la
gravure des
sillons
(37´´) -
Michel
Descombes,
enregistré en
1993
Appareil
pouvant
optimiser l´espace des
sillons selon les
variations
dynamiques et gravure d´un
disque de musique classique
(1´18´´) – Émile Lépine,
enregistré en 2006
Premiers burins de gravure à tige
latérale.

Technicien
vérifiant les
sillons, 1948
Canadian Geographical Journal, vol
XXXVII, no 4, octobre 1948
Menu
(en
haut)
Dans les premières
années
de
l´enregistrement électrique, deux
ou
trois graveurs produisent des
acétates
simultanément
pour s´assurer d´un pressage
optimal.

Raoul
Jobin au studio
RCA
Victor, 1948
Canadian
Geographical
Journal,
vol XXXVII, no 4, octobre 1948
Premières
tours à graver en
1948, avec
une vis à
l´horizontale connectée à une
courroie de
transmission à la
verticale qui est reliée au
moteur.

Technicien
vérifiant les
sillons chez RCA Victor, 1948
Collections de Bibliothèque et
Archives nationales du Québec, Fonds
Conrad Poirier
Acétate
noir en aluminium
recouvert de
nitro-cellulose sur lequel on
grave; jusqu´en
1950
environ, on
gravait sur de la
cire.

Technicien
manipulant
la
matrice originale, 1948
Collections
de Bibliothèque et Archives
nationales du Québec, Fonds
Conrad Poirier

Graveur
à l'oeuvre avec le disque en nickel,
1948
Collections
de Bibliothèque et Archives
nationales du Québec, Fonds
Conrad Poirier
Fabrication
du
disque acétate lors de la
gravure (36´´) –
Émile Lépine, enregistré en 2006
Étape
de l´electro-plating
en salle de galvano-plastie :
suite à la gravure de
l´acétate, on le recouvre
de nitrate d´argent qui infiltre
les pores du sillon; on
trempe dans un
bain pour un traitement
électro-chimique avec du zinc pour
séparer cette
nouvelle couche matrice en sillons
inversés bonne pour le
pressage; on répéte
l´opération pour produire un
disque de
métal
utilisable;
celui-ci est retrempé
dans les bains pour faire une
douzaine de matrices secondaires
(stampers) afin
de presser plus de disques.
Étape
de l´electro-plating
en salle de galvano-plastie à
l'usine RCA, 1948
Après
l'injection du nitrate
d´argent,
étape à la sortie du bain, juste
avant de séparer
la nouvelle
matrice de zinc qui est collé au
nitrate d´argent.
Menu
(en
haut)
Étape
du découpage
pour préparer au pressage.

Étape
visant à séparer le
disque original du moule, 1948
Collections
de Bibliothèque et Archives nationales
du Québec, Fonds
Conrad Poirier
Séparation
de la nouvelle
matrice avec les sillons en
relief, à droite de
l´acétate.

Séparation
du
disque original
et du moule, 1948
Collections
de Bibliothèque et Archives
nationales du Québec, Fonds
Conrad Poirier
Étape du
polissage pour enlever les bavures
sur les côtés.

Techniciens
polissant
des
matrices, 1948
Collections
de Bibliothèque et Archives
nationales du Québec, Fonds
Conrad Poirier
Étape
du polissage.

Polissage
de la matrice, 1948
Collections
de Bibliothèque et Archives
nationales du Québec, Fonds
Conrad Poirier
Étape du
pressage
des disques avec
le biscuit de
vinyle qu´on
insère entre les
deux presses d´une
force de 40 tonnes.
Alternance du pressage par
l´opérateur entre deux
presses (cadence de 10 secondes
entre chaque pressage, le temps de
mettre le
biscuit et l´étiquette, puis de
retirer le disque
pressé sur l´autre presse).

Pressage
des disques avec le biscuit
de
vinyle, 1948
Collections
de Bibliothèque et Archives
nationales du Québec, Fonds
Conrad Poirier
Découpage
et polissage
extérieur du disque fini.

Sablage
du bord des disques,
1948
Collections
de Bibliothèque et Archives
nationales du Québec, Fonds
Conrad Poirier
Contrôle
de qualité de
quelques disques échantillonnés
(on écoute que
les premières secondes des disques
terminés, toutefois,
le disque de
métal est écouté
minutieusement).
 
Vérification
des
disques, 1948
Canadian Geographical Journal, vol
XXXVII, no 4, octobre 1948
et
Disques vérifiés et mis dans
les enveloppes, 1948
Collections
de Bibliothèque et Archives
nationales du Québec, Fonds
Conrad Poirier
Équipements
utilisés par le graveur Émile Lépine
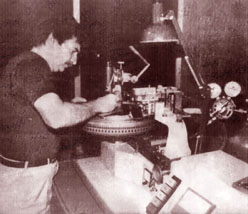
Équipement
en 1966 : burin
de
gravure et
amplificateurs 60 watts mono et
stéréo.

Technicien dans la
salle de
matriçage chez London, 1966
Amplificateur
VG-74 et
magnétophones Studer (à gauche) de
qualité
professionnelle;
tour à graver avec
la vis à l´intérieur reliée au
chariot et au
burin.

Amplificateur
Neumann VG74
chez London en 1982
Avant
l´époque des consoles
A et B, il y a peu de possibilités
d´égalisation.
Celles-ci permettent
de
pré-égaliser
les signaux
alternativement.
Derrière
le
gros appareil
Ampex, il y a quatre
amplificateurs et deux têtes de
lecture dont
l´une qui
lisait un peu d´avance afin
d´ajuster les sillons
automatiquement selon le
volume.
Certaines consoles A-B ont un
dispositif avec un potentiomètre
pour faire des fondus à
la fin de la bande.
.
Console Neve AB chez London en
1982
Vue
d´ensemble des derniers
équipements utilisés chez London
avant la fermeture, avec
la vieille tour, le
nouveau burin, la console A-B, le
nouvel amplificateur et les
magnétophones Studer.
Salle de matriçage chez
London
en 1982
Menu
(en haut)
Système
Dolby.
.
Sytème Dolby utilisé auparavant
au studio 270
Historique
de
quelques
graveurs et
des
principales
usines
de pressage
Menu
(en
haut)
Très
tôt à
Montréal, on dispose de lieux de
fabrication des disques et de salles
de
matriçage (mastering). RCA
Victor tient le haut du pavé
jusqu´aux années 1950. En 1948
environ, le
studio Layton Brothers, au 1170 de
la rue Sainte-Catherine Ouest,
offre
aux musiciens l´alternative
moins
coûteuse de
graver
directement sur le disque. Le
résultat n´est certes pas
aussi professionnel.
L´ingénieur de ce
studio, John Bradley, devient
responsable du matriçage
(mastering) chez
Compo à Lachine, puis chez London
à Montréal.
Bradley avait travaillé
auparavant pour les fils de
Berliner dans les années 1930.
À
propos de l´ingénieur du son
et du graveur John Bradley (30´´) –
David P. Leonard, enregistré en
2006
Dans les
années 1950, la demande
commence à se
diversifier avec le
boom
économique de
l’après-guerre. Entre 1950 et
1960, 18 nouvelles
étiquettes se disputent
le marché
québécois. RCA
continue
d´être la pierre
angulaire de
l´industrie du disque,
offrant des services
de
gravure, de
matriçage (mastering)
et de pressage,
contrairement aux
autres studios
concurrents.
Lionel
Parent fut un des graveurs
renommés chez RCA. Selon
Jean-Paul Séguin,
ouvrier et syndicaliste
à l'usine RCA
Victor à Montréal, le
département des disques
fonctionne jour et nuit
dans les
années 1950. Il y a de
25
à 30 presses. 1000
à 1200 disques par jour
sont produits pour
chaque presse
assignée à une
personne. On travaille à
la pièce et non à
l'heure, ce qui rend
l´emploi très
exigeant et dur, car il
fait très chaud l'été
(on
donne des pilules de sel
pour
la perte en
transpiration). On
procède par lot,
qui varie de 50 à plusieurs
milliers de disques. Il peut
y avoir de sept à huit
changements
de matrice par
jour.
Service
de gravure des disques offert
par RCA aux studios
montréalais
(1´16´´) – David P. Leonard,
enregistré en 2006
Des
petits
détaillants tels que
Bouthillier sur la rue
Saint-Hubert près de Beaubien,
offrent à
petite échelle des
services
de
transcriptions de disques
discontinués, sous
l´étiquette Rythmes. Celles-ci
se font sur
des appareils Presto, puis, à
la fin des années 1950,
à l´aide d´un
magnétophone. Parfois un
artiste débutant fait graver
100
copies chez
Bouthillier. L´acétate est
envoyé chez Compo pour
le pressage.
En 1951, Herbert
Berliner vend Compo à
Decca. C´est la fin
d´une
époque. L'usine Compo
s'établit à Cornwall. Il
est
à noter que Bibliothèque
et Archives nationales
du Canada
possède un fonds
documentant les
activités de l'usine
Compo en périphérie de
Montréal.
En 1955, la maison
London (nom américain de la
maison
britannique Decca)
s´établit à Montréal sur la rue
Sainte-Catherine, d´abord à
titre de
distributeur de produits
étrangers et locaux.
London
traite notamment avec les
compagnies
Philips-France, DSP,
Jupiter et Select. En 1959,
devant la vitalité de
l´industrie de
l´enregistrement sonore à
Montréal, London installe
une usine de pressage et de
matriçage (mastering) qui
fait concurrence à RCA.
Paul-Émile Mongeau,
anciennement du studio
Stereo Sound, est en charge
de la gravure et du
matriçage (mastering). Émile
Lépine lui
succédera de 1965 à 1982. Il
enseignera ce métier plus
tard chez Trebas. Les
systèmes
de gravure (tours à
disques, amplificateurs,
burins, consoles) utilisés à
Montréal sont construits
à l´étranger par les
compagnies Neumann, Decca,
Neve, RCA, Scully et
Westrex. Émile
Lépine termine sa carrière
chez
SNB et chez RSB à
Montréal.
Michel
Descombes
travaille pour la
compagnie RCA de
Montréal de 1964
à 1967. Il commence
à faire du
matriçage
(mastering) au
studio RCA situé
sur la rue Guy
de Montréal. Il
deviendra un des
mixeurs de films
parmi les plus
respectés
à l´ONF, avec
Jean-Pierre
Joutel.
Entre
1960 et 1970, les
studios
indépendants profitent de la
concurrence entre RCA et London
pour la gravure et le matriçage
(mastering)
des disques. En 1965, on gravait
en mono pour les 45 tours, et
parfois
en
stéréo pour les 33 tours. On ne
dispose ni de technique
multipiste, ni de système de
réduction de bruit. On se
sert d'égalisateurs, de
compresseurs et de chambres
d'écho pour accentuer ou
créer de l'effet sonore.
Les transformations
technologiques majeures
proviennent de Toronto et
surtout de
New York.
Durant ces années,
Montréal était
Gravure
alternée en stéréo et en
mono et définition
du burin
(1´36´´) – Émile Lépine,
enregistré
en 2006
Description
du
sillon mono et du sillon
stéréo (47´´) –
Émile Lépine, enregistré en 2006
Qualité
supérieure
du vinyle européen utilisé
lors du
pressage des disques (23´´) –
Émile Lépine, enregistré
en 2006
Dans les
années 1980, SNB
devient peu à peu une des
compagnies de
matriçage (mastering) les
plus importantes,
parmi les trois meilleures
en Amérique du Nord. Les
derniers
appareils de
gravure de disques en vinyle
sont nettement plus
automatisés
qu´avant. L´avènement
du disque audionumérique
transforme le métier de
graveur.
La gravure
disparaît peu à peu. Le mastering devient
de plus
en plus sophistiqué.
D´abord conçu pour réduire
le bruit de
fond, le mastering ajoute
maintenant
un vernis au mixage final,
grâce à des
ajustements globaux pour
assurer la cohérence de
niveaux, de
l´égalisation et
des autres paramètres à
l´ensemble du disque.
Renée Marcaurelle a acquis
une
solide réputation dans le
domaine. SNB possède un
espace
acoustique consacré au
mastering et un
équipement de transfert
numérique à la fine pointe
de la technologie
actuelle.
L´usine de pressage
des disques
audionumériques n´altère
plus le son
obtenu après le mastering,
contrairement à la période
analogique.
Qualité
remarquable
de la salle de matriçage
(mastering)
SNB à Montréal (28´´) –
Ian
Terry, enregistré en 2006
On
voit émerger
de
nouveaux services pour contrer
l´arrivée
des studios domestiques. Par
exemple, le studio Karisma ouvre aux musiciens
une salle
de matriçage avec des
équipements
de pointe, permettant de compléter
et
d´améliorer une session amorcée
ailleurs.

Salle de matriçage
chez Karisma, 2006
Entre
1990
et 2000, avec
l´avènement de la
technologie numérique, plusieurs
studios de
réalisateurs voient le
jour, sans espace
consacré à
l´enregistrement sonore. Suite à la
démocratisation des
équipements, les musiciens aussi
acquièrent des studios domestiques. Les
studios s´adaptent en offrant
des espaces avec une bonne
acoustique, des services de
postproduction et des techniciens
qualifiés. Les
studios semblent de plus en
plus
lorgner vers les services de
matriçage
(mastering), proposant aux
musiciens des
équipements
de pointe afin de
compléter et
d´améliorer une session
amorcée à la maison. Les
studios Karisma et Victor se
sont notamment
lancés dans cette aventure.
Fabrication
des
autres supports
L´apparition
de
la cassette et du CD (disque
audionumérique) a
occasionné des chambardements
dans les méthodes de
fabrication des supports. Voici
quelques commentaires des
invités :
Explication
du
système Dolby
de réduction
de bruit
(45´´) – Émile
Lépine,
enregistré en
2006
Usine
Polygram à
Montréal pour
la production
de bandes
maîtresses de
cassette
(45´´) Bernard
Tremblay,
enregistré
en 1993
Fabrication
des
bandes
maîtresses de
cassette et
duplication à
haute
vitesse
(1´17´´)
Bernard
Tremblay,
enregistré en
1993
Lente
progression
de la qualité
sonore des
équipements
numériques et
baisse de la
qualité avec
les formats
compressés MP3
(1´38´´) – Ian
Terry,
enregistré en
2006
Évolution
du matriçage (mastering) de la
gravure à la
post-production
(1´19´´) – Émile
Lépine, enregistré en 2006
|
*
Photographies des
collections de la
Phonothèque québécoise, de
Bibliothèque et Archives
nationales du Québec, des
archives des studios et des
archives
personnelles des
invités

Usine de
pressage London, 1966

Technicien dans la salle de
matriçage
chez London, 1966

Magnétophone, années1960

Magnétophone
Studer A80 utilisé chez London en 1982
Difficulté
de graver les disques contenant
des sibilances
(1´23´´) – Émile Lépine,
enregistré
en 2006
Problèmes
de
sibilance tenaces (36´´) –
Émile Lépine,
enregistré en 2006
Tour à graver chez London, 1966

Modèle
VMS59 utilisé chez London en 1982
Menu
(en
haut)

Traitement
électro-chimique
de l'acétate

Disque
inséré dans une presse,
1948
Collections
de Bibliothèque et Archives nationales
du Québec, Fonds
Conrad Poirier
Menu
(en
haut)
Disques
sur
une courroie allant
de la presse au département de
finition, 1948
Canadian Geographical Journal, vol
XXXVII, no 4, octobre 1948
Menu
(en
haut)
Menu
(en
haut)
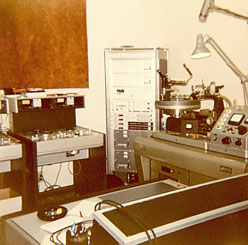
Émile
Lépine chez SNB en 1982 :
Vérification
au
microscope
des sillons avec à l´avant-plan les
commandes de gravure
des sillons dont les
concentriques, en boucle à la fin du
disque.

Modèle
Scully280 8pistes utilisé chez London
en 1982

Usine RCA
Victor
Menu
(en
haut)

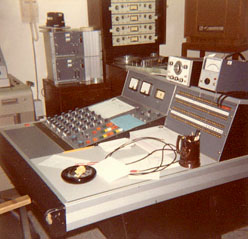
Console RCA
en 1954
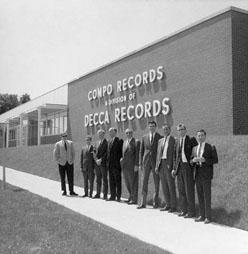
Usine Compo à Cornwall en 1970

Émile
Lépine à la salle de
matriçage
chez London en 1982
Moyens
rudimentaires pour
réduire le bruit de fond
en 1965 (35´´)
-
Michel Descombes, enregistré
en 1993
Relations
entre les graveurs des
concurrents RCA et London (41´´) –
Émile Lépine, enregistré en 2006
Relations
entre
les graveurs des concurrents
RCA et London (2) (31´´) –
Émile Lépine, enregistré en 2006

Salle de matriçage chez
SNB
en 1982 :
Dernier
appareil
électronique et automatisé de
gravure de disque chez SNB,
permettant une grande
précision.
*
Photographies des
collections de la
Phonothèque québécoise, de
Bibliothèque et Archives
nationales du Québec, des
archives des studios et des
archives
personnelles des
invités
Menu
(en
haut)
|